
5 Ways to Optimize Your Blow Mold Cooling System for Faster Cycles

Stand on the factory floor and watch the machines run for a few minutes. The loudest noise is rarely the fastest process. You actually spend most of your shift just waiting for hot plastic to freeze in place. It feels ridiculous. The heating and blowing happen in an instant, but then the heavy metal blocks stay clamped shut. You lose money every single second that machine waits.
The cooling phase takes up roughly 60% to 80% of the whole manufacturing cycle. If you want to push more bottles out the door, tweaking the machine software parameters won’t cut it. You have to fix your blow mold cooling system. Upgrading this thermal setup is the only real way to speed things up without buying completely new, million-dollar equipment.
Why Is the Cooling Phase Your Biggest Production Bottleneck?
Plastic holds onto heat like crazy. When the hot parison hits the cold metal walls, the heat has to travel all the way through the thick steel or aluminum before the bottle gets rigid enough to drop safely onto the conveyor belt. If you pop the tool open too early, bad things happen. The bottle warps, shrinks completely out of spec, or just plain fails the basic drop test. Your daily scrap rate goes right through the roof. You simply cannot crank up the machine speed if the metal tool cannot pull the heat away fast enough.
5 Strategies to Supercharge Your Blow Mold Cooling System
Getting the heat out faster requires a good mix of smart plumbing, better metal choices, and decent daily maintenance. You do not always need to throw away your current setup to see a bump in daily output. Sometimes a few practical changes to the water lines or the metal inserts make a massive difference on the production floor. Let’s dig into the actual fixes you can try this week.
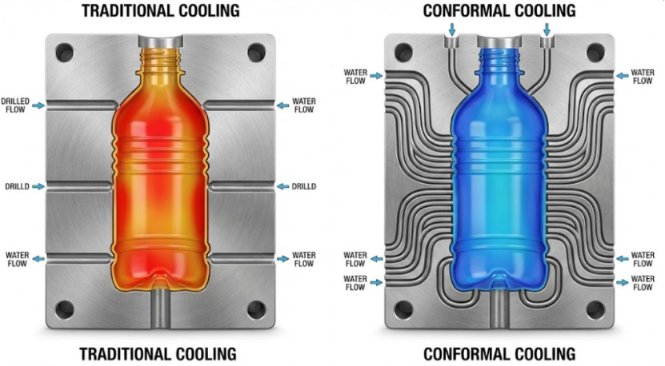
1. Upgrade to Conformal Cooling Channels
Old school molds just have straight holes drilled right through the solid block. That is cheap to make but terrible for cooling. The straight water lines miss the hottest spots entirely. They miss the thick neck area and the heavy bottom pinch-off. Conformal cooling channels fix this mess completely. These advanced lines wrap around the exact 3D shape of the bottle. They literally hug the curves. This means the water pulls heat away evenly from every single inch of the hot plastic.
2. Maximize Coolant Flow Rate for Turbulent Flow
Slow moving water acts like a thick blanket. It creates a smooth layer against the metal wall. Engineers call this laminar flow, and it actually traps heat. You want the water violently smashing against the inside of the channel instead. That rough movement is called turbulent flow. It scrubs the heat right out of the metal. Go check the pump capacities out back. Get rid of those tiny bottleneck fittings that choke your gallons per minute. Pushing more water through the block often shaves a full second or two off your cycle times.
3. Strategically Use High-Conductivity Mold Materials
Standard tool steel is incredibly tough. That is great for longevity, but it transfers heat pretty poorly. If your whole mold is just steel, you wait entirely too long for parts to drop. Try putting high-conductivity metals right where the plastic stays the hottest. Beryllium copper inserts work magic on the neck rings and bottom push-ups. High-grade aluminum alloys do the same thing. They suck the heat out way faster than standard steel blocks ever could.
4. Implement Internal Air Cooling Systems
Most shops only cool the outside of the parison. The cold metal wall touches the outer skin of the bottle, but the inside stays blazing hot. That is only doing half the job. Blowing chilled air inside the bottle during the blowing process changes the game. You cool the plastic from the inside and the outside at the exact same time. It drops the total solidification time down to almost nothing.
5. Aggressively Descale and Maintain Your Water Lines
Nobody really likes doing preventative maintenance. Guys on the floor usually ignore the water lines until a tool totally overheats and stops production. But hard water is a silent killer in this industry. Calcium, rust, and scale build up deep inside those hidden cooling channels. Just a tiny 0.1mm layer of hard crust cuts your heat transfer by roughly 30%. It acts like a thick sweater inside your tool. Set up a strict schedule to flush and descale the lines. It keeps your water flow high and your cycle times low.
How Can Foshan Heyan Precision Mold Technology Co., Ltd. Engineer Faster Cycles?
When your current setups hit a brick wall, you need a partner who engineers speed directly into the metal. This is where Foshan Heyan Precision Mold Technology Co., Ltd. stands out from the crowd. Think of them not just as toolmakers, but as thermal management experts for your busy production line. Based in Guangdong, they have spent years mastering the fine details of fluid dynamics and rapid heat transfer.
They do not just drill random holes in a steel block and hope for the best. Their engineering team specifically designs the absolute best blowing mold configurations tailored to your exact plastic resin and custom bottle shape. They mix high-conductivity alloys, plot out complex conformal water channels, and balance the turbulent flow before the first piece of raw metal is even cut. Partnering with a dedicated manufacturer like Foshan Heyan means you get a tool built from day one to slash your cooling phase. You stop fighting your old equipment and start pushing higher daily volumes consistently. They fix the thermal bottleneck before it ever reaches your factory floor.
FAQ
Q1: Why do my bottles warp after dropping from the mold?
A: Warping usually happens because the plastic gets ejected before it cools enough to become totally rigid. The trapped heat left inside the thick areas causes the material to shrink unevenly as it sits on the conveyor belt.
Q2: Does colder water always mean faster cycle times?
A: Not necessarily. While chilled water helps, the actual flow rate is much more important. High turbulence removes heat better than slow moving ice water. Plus, making the tool too cold causes surface condensation, which ruins the shiny bottle finish.
Q3: How often should we flush our cooling channels?
A: It depends heavily on your local water quality, but doing a chemical descale every three to six months is a very solid baseline. If you use standard tap water without a good filtration setup, you need to clean them much more frequently.
Q4: Can we just drill more water lines into our old molds?
A: You can try, but it is super risky. Drilling blindly weakens the structural integrity of the block. It is much safer to rely on purpose built conformal channels designed by an expert from the very start.
Q5: What is the main benefit of beryllium copper inserts?
A: Beryllium copper conducts heat away almost three to four times faster than standard tool steel. Placing these inserts in hard to reach hot spots, like the thick base of a bottle, dramatically drops the overall waiting time.