
Stop PET Bottle Base Cracking: Optimal Mold Design Guide
You know that exact sound on the factory floor. A loaded pallet gets bumped by a forklift in the warehouse, a container hits the hard concrete floor, and you hear a loud pop. Sticky liquid goes everywhere. Dealing with failed drop tests is a total nightmare for any busy plant manager. When your daily reject rates climb because of base cracking, you lose a ton of expensive PET resin. Even worse, you risk massive shipping chargebacks from angry grocery store buyers when products leak all over their transport trucks. Operators usually try to fix this mess by blindly messing with the oven lamps or the blowing pressure. Sometimes guys on the night shift will just crank up the heat and hope the plastic stretches better. But the root cause almost always lives right inside the solid metal. A bad PET bottle base design built into your tool will fail every single time, no matter how much you tweak the machine software settings.
Why Do PET Bottle Bases Crack under Pressure?
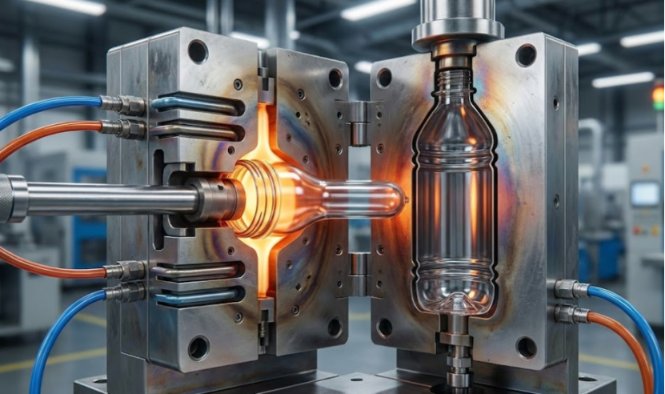
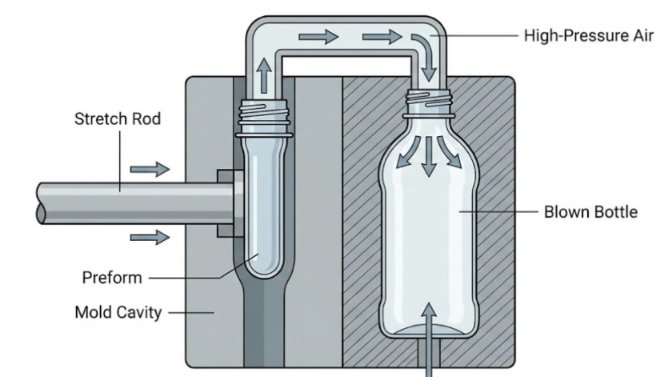
During the normal two step stretch blow molding process, the bottom of the container takes the absolute worst physical beating. A thick steel rod pushes the hot preform straight down while high pressure air blasts the soft plastic outward against the cold metal walls. The very bottom of your bottle acts as a really weird transition zone. You have the thickest, un-stretched plastic right in the very middle meeting the incredibly thin, highly stretched side walls. This specific stress zone is a massive magnet for Environmental Stress Cracking. If harsh cleaning chemicals, high carbonation gas pressure, or a physical drop hits that transition zone wrong, the plastic simply splits wide open.
4 Crucial Elements of a Flawless PET Bottle Base Design
You cannot outrun a bad mold blueprint. Getting the bottom of the container right means focusing heavily on precise geometry, proper plastic flow, and rapid cooling. You need to look closely at these four specific areas if your containers keep failing on the production line.
1. Fixing the Petaloid Base Geometry
If you run carbonated drinks or sparkling water, you use a petaloid base. That is the classic five footed design you see on the bottom of almost all soda bottles. But the steep angles and valley depths between those plastic feet matter a lot. A poorly angled valley acts exactly like a sharp wooden wedge. It creates a sharp stress riser where tiny cracks start forming the second the bottle gets filled with pressurized gas. You need smooth, wide radius transitions between every single foot to spread that physical stress out safely.
2. Mastering the Injection Gate Remnant
Pick up a bottle and look at the very bottom center. That thick little nub is the injection gate remnant. Because it never really stretches out against the mold walls, the plastic molecules right there stay extremely brittle. Your tool design has to leave enough empty clearance in the center so this thick nub does not push out past the actual resting feet. If that center gate sticks out even a tiny fraction of a millimeter too far, the bottle wobbles on the store shelf. Eventually, it cracks right up the middle when someone sets it down too hard.
3. Balancing Material Distribution at the Corners
Consistent wall thickness is everything in this business. If you take a bandsaw and cut a bad bottle right in half, you will usually see problems at the bottom corners. If the bottom of your mold is too cold or the shape restricts air flow, the hot plastic pools up too thick at the center. Worse, the outer corners get stretched way too thin. Good material distribution means the inside mold shape naturally guides the hot PET to wrap evenly around those bottom corners. You need enough thick meat on the outer corners to absorb a hard impact on a solid floor.
4. Managing Heat in the Base Insert
The bottom of the container holds the most raw plastic, which means it holds the most trapped heat. If your metal base insert lacks proper cold water lines, that thick plastic cools down way too slowly. Slow cooling leads to nasty post mold shrinkage. The plastic actually crystallizes, turns a cloudy white color, and becomes totally brittle. Swapping out a standard steel block for a high conductivity metal pulls that heat out fast and keeps the plastic strong.
How Does Machining Precision Prevent Micro Cracking?
You can have the best 3D drawing in the world sitting on a computer, but poor machine shop work will ruin the final product. When a CNC mill leaves tiny chatter marks or rough burrs on the metal surface, it spells disaster for your daily output. The high pressure air forces the soft, hot PET right into those microscopic metal flaws. This literally molds tiny little notches straight into the finished plastic surface. Later on, under the heavy stress of carbonation or a drop from a shelf, those tiny notches split wide open. High quality metal polishing is not just for making the tool look pretty on a workbench. It actually stops cracks from starting in the first place.
Engineering Stronger Bottles with Foshan Heyan Precision Mold Technology Co., Ltd.
When your current setups keep dropping the ball and wasting resin, you need to bring in heavy hitters who actually know how plastic behaves under intense pressure. This is exactly where steps in to save your production run. They do not just cut heavy metal blocks and ship them out the door. They act as your dedicated engineering partner to stop factory scrap right at the source. Located in the busy manufacturing hub of Guangdong, they spend their time running advanced physical stress simulations before a single metal chip flies. Their engineering team looks hard at your specific preform weight and custom container shape to build a that works perfectly from day one. They nail the exact clearance for your injection gate remnant and perfectly balance the tricky petaloid angles so your bottles easily survive the worst transport conditions. Partnering with Foshan Heyan Precision Mold Technology Co., Ltd. gives you precision machined base inserts that distribute heat and material flawlessly. You finally get to stop worrying about damaged shipping claims and go back to running a highly profitable shop floor.
FAQ
Q1: Why do bottles crack right at the center gate?
A: The center gate area is usually the coldest and thickest part of the plastic container. It does not stretch much during blowing, so it stays brittle. If the mold clearance is wrong, this weak spot takes all the harsh impact force when the bottle drops.
Q2: Does running a hotter oven profile stop base cracking?
A: Not always. Heating the preform too much can actually make the plastic flow too easily, leaving your bottom corners dangerously thin. You have to match the heat profile with the physical mold shape to get the right material spread.
Q3: What makes a petaloid base better for carbonated drinks?
A: The five footed shape acts like a series of strong structural arches. It handles high internal gas pressure much better than a flat bottom ever could. A flat bottom would just bulge completely outward and make the bottle fall over on the table.
Q4: How often should you polish the bottom mold inserts?
A: You should inspect them closely during every major tool changeover. If you see a dull haze or light scratch marks, buff them out immediately. Those tiny scratches turn into dangerous stress risers on your finished bottles.
Q5: Can you just make the preform heavier to stop the cracking?
A: Throwing more plastic at the problem just wastes your money on raw resin. A heavier preform also takes a lot longer to cool down, which hurts your daily cycle times. Fixing the actual mold geometry is the only real long term fix.