
Challenges of Using rPET in Injection Molding and How to Overcome Them
A large number of packaging manufacturers now choose recycled polyethylene terephthalate (rPET) for injection molding. However, this shift is rarely simple. The plastic reacts quickly to moisture and heat. It also shows a high sensitivity to impurities. Fortunately, factories can overcome these daily challenges. They simply need proper process control and smart mold design. With the correct setup, rPET works just as reliably as virgin PET.
What Is rPET and Why Is It Important for Packaging Manufacturers?
Recycled polyethylene terephthalate—rPET—comes from used PET bottles. It can also come from factory scrap. Facilities clean, reprocess, and form this material into pellets so companies can use it again. This plastic keeps most chemical traits found in virgin PET. At the same time, it leaves a much smaller mark on the environment. Today, strict rules force packaging makers to cut down on plastic waste. For these businesses, rPET provides a realistic way to achieve circular production. Making rPET takes less energy than creating virgin PET. It also releases fewer greenhouse gases into the air.
How Does rPET Behave in Injection Molding Processes?
The material needs strict control over the melt temperature. This heat level usually stays between 270 °C and 290 °C. Thorough drying before processing is also required. Moisture content matters greatly in this process. Just 0.02% leftover water can trigger hydrolysis during melting. This reaction breaks down molecular chains.
As a result, the overall part strength drops. These shifts make steady cavity filling quite hard in multi-cavity injection molds. Therefore, precision mold design remains vital. Balanced runners and controlled cooling are especially important here.
Common Challenges When Using rPET in Injection Molding
Moving away from virgin PET to recycled options brings up several technical blocks. These hurdles can change how a product looks and how well it performs.
Why Does Moisture Control Matter So Much with rPET?
When damp pellets enter the machine and heat up, water molecules tear apart the polymer chains. This process, called hydrolysis, makes the plastic weak and cloudy. To stop this from happening, drying systems must pull moisture levels down below 50 ppm.
The usual method involves dehumidifying air dryers. These units run at 160 °C to 180 °C for about four to six hours. For high-speed lines using multi-cavity molds, centralized drying is best. Systems with closed-loop air flow ensure that every batch of material stays in the same condition before it reaches the cavities.
| Parameter | Recommended Range | Effect on Quality |
| Moisture content | ≤ 0.005% | Stops hydrolysis |
| Drying temperature | 160–180 °C | Keeps IV at the right level |
| Drying time | 4–6 hours | Reduces cloudy haze |
How Does Material Degradation Affect Molded Part Quality?
Even if the material is dry, high heat or friction during the melting stage can damage rPET. If it gets too hot, the plastic turns yellow or loses its clear look. This is a major problem for bottle preforms or see-through caps. If the screw spins too fast, it creates extra shear stress. This speeds up the breaking of molecular chains.
What Problems Arise from Contamination in Recycled Materials?
Since rPET comes from many different recycling bins, it often carries “trash” like paper labels or glue. You might also find bits of aluminum foil or other plastics that don’t belong. These impurities can leave black dots on the surface. Worse, they can plug up hot runner nozzles in multi-cavity injection molds.
Overcoming Technical Barriers with Advanced Mold Design
Preparing the material is only half the battle. The mold itself must be built to handle the unique way recycled plastic moves and cools.
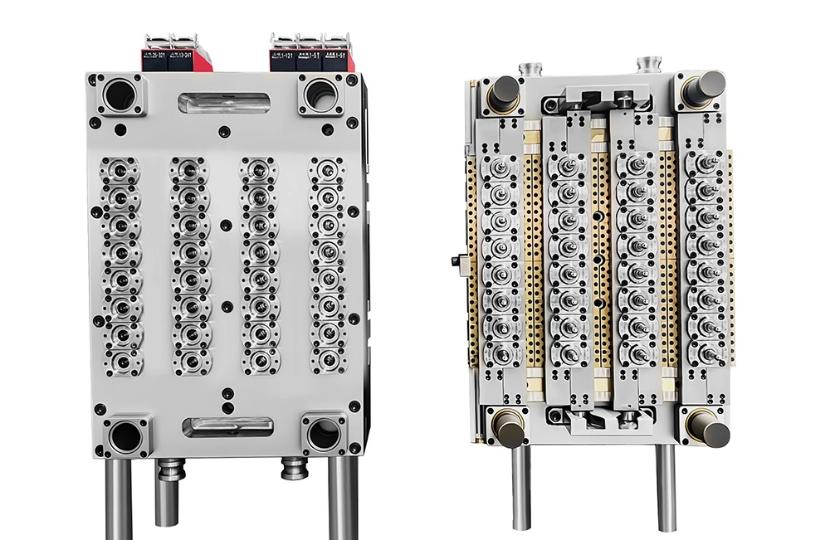
How Can Multi-Cavity Injection Mold Design Improve Efficiency?
A balanced runner system is essential. It makes sure every cavity fills at the exact same moment. This is hard to do with rPET because its thickness (viscosity) changes from batch to batch. Controlling the heat in the hot runner is also vital. If the heat is not even, the plastic might start to harden too early in the channels. This leads to blockages or parts that don’t weigh the same.
Modern multi-cavity injection molds for rPET often include:
-
Manifolds designed using flow simulations to ensure balance.
-
Independent heat zones that use their own sensors.
-
Gate shapes that allow the plastic to flow with less pressure.
The team at HEYAN TECHNOLOGY focuses on these details. They optimize runner balance for tough items like bottle preforms and caps. Their work proves that smart heat management allows for steady production, even when the material quality is not perfect.
The Role of Precision Cooling Systems in Enhancing Part Quality
Cooling usually takes up about 70% of the total time for each cycle. Since rPET hardens slower than virgin PET, fast and even cooling is a must for high output. If the cooling channels are poorly made, the parts will shrink unevenly. This causes the plastic to warp or look foggy.
New cooling methods include:
-
Conformal cooling channels that follow the shape of the part.
-
Water flow designs that pull heat away very quickly.
-
Tools that monitor the water temperature in each cavity in real time.
Good cooling helps finish the parts faster. It also keeps the sizes exact. This is very important for bottle necks and threads, where even a tiny mistake can cause a leak later.
Process Optimization Strategies for Reliable Production with rPET
After the mold is ready, the way you run the machine determines your long-term success. Recycled resins usually need a slightly higher melt temperature. This is because they aren’t as thick as virgin plastic. However, you should slow down the screw speed to protect the material. You might also need to turn up the injection pressure depending on the shape of the part.
| Parameter | Virgin PET | Typical rPET Setting |
| Melt temperature | 270–280 °C | 275–290 °C |
| Screw speed | Medium-high | Medium-low |
| Injection pressure | Standard | +5–10% higher |
Keeping the back pressure steady helps the plastic mix well. It also prevents the material from sitting in the hot barrel for too long, which stops it from turning yellow.
Practical Insights from a Professional Mold Manufacturer’s Perspective
Real-world experience shows that using recycled plastic works best when everyone works together. It is not just about the factory floor.
Why Collaboration Between Material Suppliers and Mold Makers Matters
When resin sellers provide data on how their plastic flows, mold makers can build better gates and cooling lines. This teamwork saves time because you don’t have to fix the mold as often during the testing phase. It also helps you pick the right grade of rPET for the job. Whether you need food-grade plastic or something for a simple box, working together ensures the final product is both safe and strong.
How HEYAN TECHNOLOGY Supports Clients Using Recycled Materials in PET Packaging Production
HEYAN TECHNOLOGY is an expert in creating precision molds for the PET industry. They build bottle preforms, caps, and blow molds that focus on green goals. Their engineers add robotic systems and auto-check stations into the production line. This keeps the timing steady even when the recycled material is tricky to handle.
By mixing advanced hot runner control with custom cooling, HEYAN TECHNOLOGY helps users get high-quality results. They also focus on saving energy. This helps global packaging companies move toward better manufacturing habits without losing money.
FAQs
Q1: What are the main differences between virgin PET and rPET?
Virgin PET is brand new and has a high viscosity. rPET is made from recycled items; it has a lower viscosity but works well for most packaging needs.
Q2: Why does moisture cause problems during rPET molding?
Water causes a reaction called hydrolysis when the plastic melts. This weakens the material and makes the final parts look cloudy.
Q3: Can existing molds be used for processing rPET?
Yes, but you usually need to tweak the settings. You might also need better venting and more precise heat control to handle the way rPET flows.
Q4: How do contaminants affect molded parts?
Impurities leave ugly marks like black specks. They can also damage the inside of the mold or clog up the hot runners.
Q5: What technologies improve consistency when molding with recycled plastics?
Good drying systems, digital sensors, conformal cooling, and smart hot runners all help keep the quality high when using rPET.