
How to Design PET Molds for Juice and Tea Drink Bottles

Designing PET molds for juice and tea bottles goes beyond simple plastic shaping. It involves balancing strength, expenses, and eco-friendliness. The right approach shapes how sturdy, transparent, and light the end product turns out. When you get it spot on, beverage makers enjoy steady quality. They also cut down on scrap and power consumption.
What PET Material Is and Why It’s Used in Beverage Packaging
PET stands for Polyethylene Terephthalate. This tough plastic shines with its durability and see-through quality. Its tight molecular setup lets it create light bottles that hold up well and stay clear. These traits suit juice and tea containers perfectly. PET blocks oxygen effectively. It also traps carbonation or scents inside. That keeps drinks fresh for longer.
Many manufacturers pick PET for its reuse potential. You can turn it back into fresh bottles or fabric threads with little quality loss. Add its slim profile, which lowers shipping fees, and its ability to handle bumps. PET emerges as a smart, green pick that works in real-world use.
The Role of Mold Design in Bottle Quality
The mold sets every curve on a bottle. Exact work here ensures even shapes and wall depths. A smart mold lets bottles endure filling force, lid twists, and travel shakes without bending out of shape.
Mold planning influences how smoothly production runs. Poor cooling paths or tiny misalignments in the setup can stretch out cycle durations. Defects pile up too. So, sharp mold work cuts resin waste and speeds up output. These wins matter greatly on busy beverage assembly lines.
Key Steps in Designing PET Molds for Juice and Tea Bottles
Mold creation kicks off well ahead of any cutting. It begins by figuring out the bottle’s core tasks.
Defining Bottle Requirements Before Mold Design
Projects launch by pinning down key functions:
- Volume capacity (e.g., 350 ml vs 500 ml)
- Neck finish type (threaded or snap-on)
- Closure compatibility (cap material or tamper-evident bands)
Juice containers might call for sturdier walls to cope with heat from pasteurizing. Tea options often mix in UV blockers to the plastic mix. Fizzy drinks need robust necks against building pressure. Brand touches, like flat spots for labels or hand-friendly holds, shape the mold’s outline too.
Creating the Bottle Preform Design
The preform serves as the starting point for the bottle. It resembles a short tube that grows in blow molding. Its size guides how smoothly the plastic spreads out. Tweaking preform mass strikes a balance between toughness and plastic savings. If it’s too slim, walls weaken. If too bulky, you squander resources.
Even wall spread matters a lot. Spotty heating or pulling can create weak patches that hurt strength or looks. Engineers run computer tests of the blowing setup first. They do this before locking in tool changes.
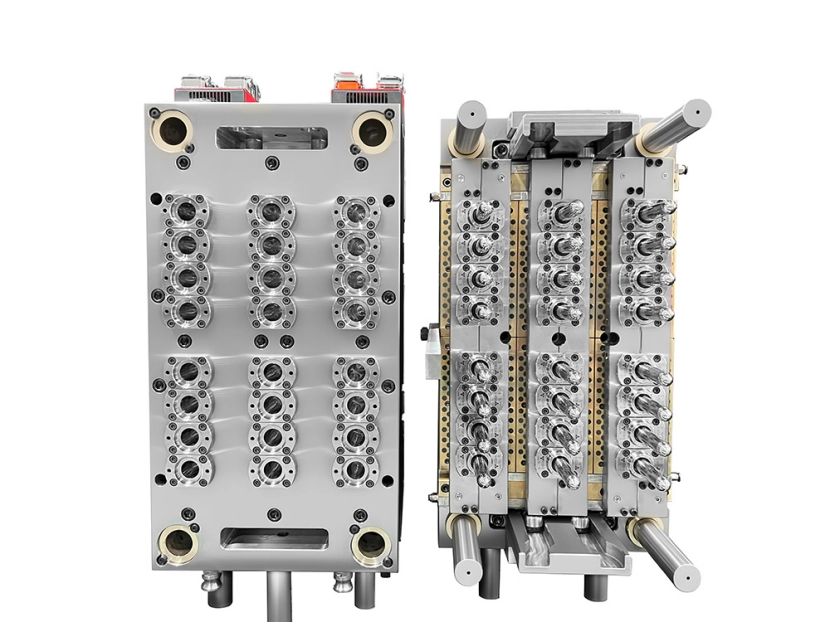
Designing the Mold Structure
With preform details settled, focus moves to the mold frame. Makers opt for one-cavity setups in low-volume jobs. For big runs, they go with multi-cavity arrays. These let identical bottles emerge at the same time on fast lines.
Cooling lines get carved carefully into the mold base. They ensure steady heat levels. That cuts down cycle lengths sharply. Tough steel brings long life in nonstop shifts. Aluminum, on the other hand, transfers heat faster when speed trumps endurance.
Technical Considerations in PET Mold Development
Here, fine-tuned engineering decides if bottles hit their marks.
Temperature and Pressure Control During Molding
PET forming relies on steady heat areas. Preforms heat up evenly before pulling. If not, lopsided growth causes patchy wall builds. Air blasts during blowing press the soft preform to the mold sides. Excess force leaves strain lines. Too little leads to half-formed shapes.
Cooling wraps up right after blowing. Quick yet even chill avoids crystal buildup. That stops cloudiness or fragility. It preserves the clear look vital for fancy teas and juices on shop displays.
Surface Finish and Texture Options for Branding Appeal
Structure aside, looks play a big role. A smooth mold inner boosts see-through shine. This fits upscale drinks where clarity signals freshness. Matte finishes cut reflections in store lights. They give a down-to-earth vibe that organic juice labels love.
To weave in brand flair, you can etch logos or patterns right into the mold. They show up raised on each bottle. This blends utility with promo smarts without extra steps.
Integrating Preform Production with Blow Molding Processes
Seeing how preforms turn into full bottles links early steps to later gains.
The Relationship Between Soda Bottle Preforms and Final Bottles
A soda bottle preform seems plain at first. Yet it packs all the size info for growing into unique designs. Standard preforms ease supply chains. One basic form works across various drinks. You just adjust the neck a bit.
Steady preform work promises reliable strength down the line. This helps when shifting from bubbly sodas to calm teas. Minor changes in preform form can shift final space or top curves in big ways.
How to Make PET Bottles Using the Designed Mold
Making PET bottles follows a tight order:
- Heat preforms steadily with infrared lights until they hit stretch-blow heat (around 100–120°C).
- Place them into blow molds. Then, blast high-pressure air to swell them to final form.
- Keep pull ratios in check. This balances durability with sharp visuals.
- Once shaped, cool bottles fast before popping them out of the molds.
Teams check each group for sight issues like cloud spots or uneven builds. Spotting problems early saves plastic and avoids later packing snags.
Improving Efficiency and Sustainability in PET Bottle Mold Design
As green targets grow stricter worldwide, smart tweaks now match style in importance.
Energy-Saving Techniques in Mold Operation
Power cuts begin with clever cooling setups. They trim times without losing steady output. Auto checks spot wear on parts like pins or valves. This shifts from fix-after-break to plan-ahead care, slashing idle periods.
Some makers try lighter metals over standard steels. These warm quick and chill fast. They shave seconds per cycle. On high-output days with thousands of pieces, those tiny wins add up to real power savings.
Sustainable Practices in PET Packaging Production
Green habits reach into raw picks too:
- Grind flawed preforms back to base plastic when possible.
- Build molds that work with rPET (recycled PET) mixes.
- Run computer models to tweak mold spaces. This avoids extra plastic in runs.
Such steps shrink emissions. They also fit the loop-back economy that buyers and rules push for more each day.
Why Partner with HEYAN TECHNOLOGY for PET Mold Solutions
Reliable accuracy boosts line performance. That’s where expert partners step in.
Expertise in Precision Mold Manufacturing
HEYAN TECHNOLOGY zeros in on top-tier molds for drink packaging fields like juice, tea, and soda lines. Their cutting-edge CNC machines deliver spot-on parts in every mold spot. They hold close specs through extended shifts.
This know-how lets them tailor fixes to your brand needs. Think hand-fit curves or tricky label areas. All this without skimping on toughness or style.
Comprehensive Support from Design to Production
Hardware handover isn’t the end. HEYAN offers end-to-end help: advice on preform shapes, test runs in mock setups, and tweaks from your input.
Their approach stresses quick replies. Tech crews stay on call during rollout. They ease shifts from small trials to full runs. Plus, they guide you to better flows via ongoing tech advances.
FAQs
Q1: What is a soda bottle preform made of?
It’s made from polyethylene terephthalate (PET), a durable thermoplastic polymer used widely across beverage packaging due to its clarity and recyclability.
Q2: How does a bottle preform become a finished bottle?
Through stretch blow molding—the preform is heated then inflated inside a metal mold until it takes on its final shape and size.
Q3: Why do some juice bottles have thicker walls than others?
Thicker walls help resist deformation during hot filling processes or extended shelf-life storage where internal pressure varies slightly over time.
Q4: Can recycled PET (rPET) be used in new molds?
Yes, most modern molds are designed to handle rPET blends effectively without compromising mechanical integrity or transparency quality.
Q5: What factors affect how long a PET mold lasts?
Material quality (steel vs aluminum), maintenance frequency, operating temperature control, and production volume all influence overall tool lifespan significantly.