
PET Bottle Production Line Setup: Mold and System Guide

A well-designed PET bottle production line sets the speed for making bottles. It also keeps the quality steady across batches. Every stage from preform injection to final blow molding needs exact molds. It needs stable system setups too. And it needs automation that ties everything together. This guide looks at the main parts that help a modern PET bottle line run well and stay reliable. It gives useful tips for engineers and plant managers. They can use these tips to boost output and cut waste.
Key Components of a PET Bottle Production Line
A full PET bottle production line brings together several machines and support systems. These parts must run in sync. The main machines include an injection molding machine. This machine makes PET preforms with the right weight and wall thickness. A blow molding machine comes next. It forms the preform into the finished bottle with stretch-blow action. Molds shape both the preforms and the bottles. They set the exact size and surface look. Air compressors supply the high pressure air needed during blowing. Cooling systems hold mold temperatures steady. This keeps the bottles clear and the sizes correct.
Automation and control systems watch each step. They track cycle time, temperature, pressure, and how many bottles come out. Material handling gear moves preforms from one station to the next. Inline inspection tools catch defects like black spots or uneven clarity before the bottles get packed.
The Role of Precision Molds in PET Bottle Production
Molds form the base for steady product quality. Even tiny size errors can lead to weight changes or shape problems during blowing.
Importance of Mold Design Accuracy
Mold accuracy shapes bottle clarity, strength, and even wall thickness. A small shift in cavity layout can create stress lines or uneven walls. The material choice matters as well. Hardened stainless steel lasts longer but can slow heat transfer and stretch cycle time. Aluminum molds cool faster yet wear out sooner in high volume runs.
Key design points include cavity number. This sets how many parts come out per cycle. Cooling channel layout affects how even the temperature stays across the mold face. Gate design guides resin flow and helps fill each cavity the same way.
Types of Molds Used in PET Bottle Lines
Each mold type fits a certain spot in the production chain.
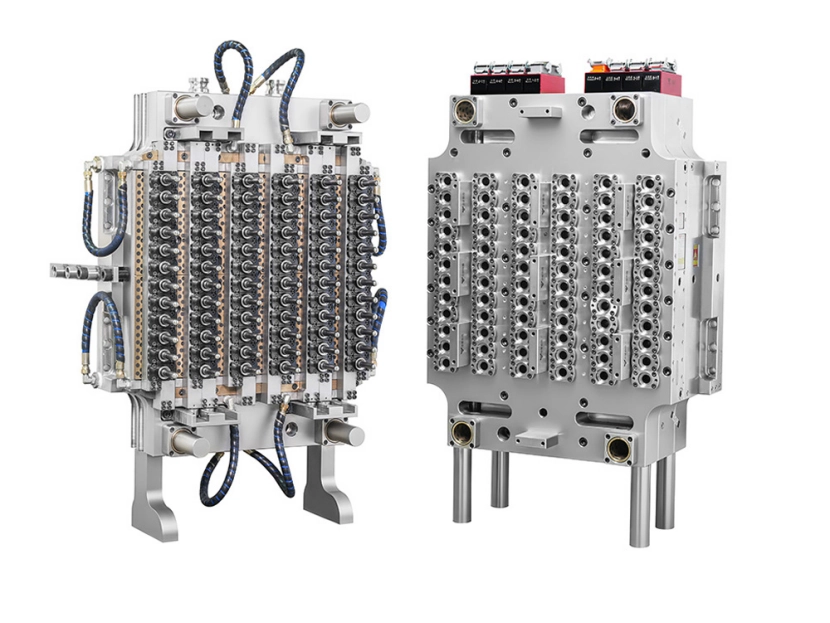
Preform Molds
Preform molds turn molten PET into compact shapes ready for reheating and blowing. Their layout keeps wall thickness and weight even. These factors matter for good stretch-blow results later. Multi-cavity setups show up often in fast lines where even cooling stops crystal defects.
Blow Molds
Blow molds set the final bottle shape through mechanical stretch plus high pressure air. Cooling speed ranks as one of their top performance points. Poor cooling leaves haze or shrinkage after the part comes out. Surface finish quality also affects how well labels stick and how the bottle looks.
Cap Molds and Ancillary Tooling
Cap molds work with closure systems to finish the package. They need tight size control so the cap seals right against the neck threads. Ancillary tooling such as neck rings or insert parts must line up exactly with both preform and cap sizes for leak free fits.
System Configuration for Efficient PET Bottle Production Lines
After the molds are set, system layout decides how smoothly material moves through each station.
Layout Planning and Workflow Optimization
A clear layout starts with raw material feed. PET resin drying units sit close to the injection machines. This cuts contamination risk. Preforms then travel by conveyors or robotic arms to the blow stations. Compact layouts save floor space yet leave room for maintenance access. Automation cuts manual handling mistakes and smooths the handoffs between steps.
Equipment Selection Criteria
Injection Molding System Configuration
The injection unit size must match the preform mold needs. A machine that is too small struggles to fill evenly. A machine that is too large wastes energy. Servo driven hydraulic systems have grown common because they save power. They give exact screw speed control and lower use during idle times.
Blow Molding System Configuration
Two step blow molding keeps preform injection separate from blowing. This fits large beverage plants that store preforms. One step systems put both steps in one machine. They suit specialty bottles that need quick mold swaps or smaller runs. The choice rests on output volume, bottle size range, and how much flexibility is needed.
|
System Type |
Advantages |
Best Application |
|
Two-step |
High throughput, flexible storage |
Mass beverage production |
|
One-step |
Compact footprint, fast changeover |
Custom or small-batch bottles |
Supporting Systems in a PET Bottle Production Line
Support gear keeps the line steady even when plant conditions shift.
Cooling Systems and Temperature Control Solutions
Steady temperature control keeps bottles clear. Chiller units send water through mold channels. Temperature controllers adjust each zone. Water manifolds spread flow evenly so no hot spots form. Hot spots often cause warp or haze in clear bottles.
Air Compression Systems for Blow Molding Operations
Stretch blow molding needs quick bursts of high pressure air, often 30 to 40 bar. Good compressor setups use multi stage compression and recovery loops. These loops catch unused air from exhaust lines. Energy efficient compressors cut running costs and hold pressure steady during peak demand.
Automation, Conveying, and Quality Inspection Systems
Robotic arms handle repeat tasks such as loading preforms into blow cavities or moving finished bottles to conveyors. This raises output and lowers contamination from hand contact. Vision inspection systems with high resolution cameras spot scratches, bubbles, or dirt in real time. Bad bottles get rejected before they reach the pack station.
Maintenance, Optimization, and Troubleshooting Practices
Planned cleaning removes resin buildup that can block gates or vents. Lubrication keeps moving parts smooth. Calibration checks keep sensors accurate. Wear parts such as valves, seals, ejector pins, or neck rings need frequent checks. Their failure often causes sudden stops during busy periods.
Cycle time cuts can come from better cooling water flow or smoother robot paths between stations. Energy savings can come from reclaiming waste heat from compressors or switching plant lights to LED. These small gains add up over thousands of cycles each day.
Common Issues in PET Bottle Lines and Their Solutions
Uneven wall thickness often comes from uneven heating. Adjusting infrared lamp settings can fix the balance across the preform. Bottle shape changes after ejection usually point to short cooling time or uneven airflow in the mold. Air leaks trace back to worn seals around stretch rods or valves. Simple seal swaps often fix pressure levels in minutes.
Custom Engineering Solutions by HEYAN TECHNOLOGY
HEYAN TECHNOLOGY focuses on integrated solutions that link precision molds with full system setups for different industries, from beverages to personal care packaging lines. The engineering team builds high performance PET preform molds, cap molds, and blow molds around each client need such as lighter weight targets or special looks. Advanced machining centers hold size accuracy to microns and keep that accuracy across large batches. This matters when scaling output without losing consistency.
HEYAN TECHNOLOGY engineers help at every stage from first concept to on site startup. This ensures each PET bottle production line part fits smoothly into existing factory layouts. The approach cuts startup delays and aligns parts from different suppliers.
FAQs
Q1: What is included in a complete PET bottle production line?
A full setup includes injection molding machines for preforms, blow molding machines for bottles, precision molds, air compressors, cooling units, automation controls, conveyors, and inspection equipment.
Q2: How do I choose between one-step and two-step blow molding systems?
Pick one step if you need flexibility for custom shapes. Pick two step when you run large volumes with stored preforms at higher speeds.
Q3: Why is mold cooling so critical?
Good cooling keeps PET crystallinity even. This improves clarity and stops shape changes after the part leaves the mold.
Q4: What causes uneven wall thickness in PET bottles?
It usually comes from uneven heating in the reheat phase. Adjusting lamp intensity across the preform can fix the issue.
Q5: How often should maintenance be performed on molds?
Routine cleaning should happen daily on active lines. Full calibration checks are usually done monthly based on cycle count.